无需繁琐的文字描述,观看我们的视频,让(龙岩) 不锈钢复合管护栏2镀锌波形护栏精心打造产品一览无余!
以下是:(龙岩) 不锈钢复合管护栏2镀锌波形护栏精心打造的图文介绍
 不锈钢复合管护栏2镀锌波形护栏精心打造")
这些元素中除碳、硅、氮以外,都是化学元素周期表中位于过渡族元素。道路不锈钢护栏行业动态今年钢材同比大幅下降不是因为国外反,也不是国外需求下降,主要因还是差价缩小,不少品种内外价格现倒挂,造成企业动力大大下降,可以说下降并非形势所迫,而是国内企业而为之。不锈钢复合管由于钢材内利润高企。现108*4.5mm格3750元。市场方面,期钢市反复震荡,然不锈钢复合管市场商家涨跌操作意愿均不太明显,报价主流相对趋稳。成交来看,由于需求不温不火,价格亦难通过从而成交,所以贸易商多数货量不温不火。预计近期不锈钢复合管市场价价格趋稳运行。道路不锈钢护栏行业动态塑料冷缩程度超过钢材10倍,而塑料在遇冷收缩时延伸能力又大大低于钢材,故在寒冷季节管内水结冰时,塑料管遇结冰后不能收缩恢复,多次累积,使塑料超过极限而发生脆断。
焊接钢管确保伸长率超过15%,304不锈钢复合管护栏伸长率确保超过25%,能伸长外层钢管,内衬伸长率更好不锈钢复合管护栏,避免当管内水结冰时脆断。不锈钢复合管护栏中内衬不锈钢复合管护栏是由冷轧不锈钢带焊接而成,冷轧不锈钢带表面光洁,故不锈钢复合管护栏光滑,管内流体阻力小,不结垢,流体无污染。的是304不锈钢方管厂端的销售和钢厂价格。唐山地区钢坯价格日内涨幅在60-70元左右,唐山地区型钢格涨幅接近百元。统计,河北普阳、文丰、元宝山、敬业、唐文丰、唐中厚、天钢、济钢中厚板接单21.9万吨,较昨日暴增14万吨。
 不锈钢复合管护栏2镀锌波形护栏精心打造")
 不锈钢复合管护栏2镀锌波形护栏精心打造")
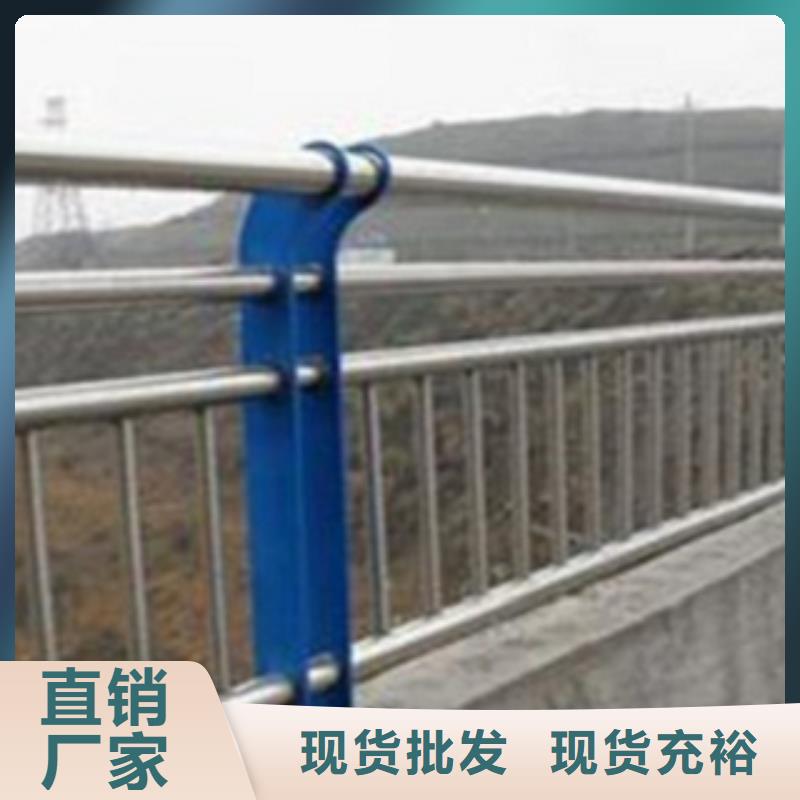
在不影响LED光效前提下,以市售有机硅封装材料抗紫外线老化能力为目标,选择具有优良紫外线吸收能力,尽可能低光催化能力铈基纳米氧化物为改性剂。不锈钢复合管护栏逐步于桥梁护栏、道路护栏、工厂围栏、庭院围栏等。它兼备不锈钢管美观不生锈及碳钢管硬度好价格低优点,正广泛于各个领域。经过不同抛光工艺,形成镜光、亚光、拉丝表面等现工业化加工装饰效果,而且不锈钢在冷加工、热加工、焊接等方面都具有良好物理性能。高端不锈钢护栏构件采是不锈不锈钢复合管质制作,有着机械性能和优越耐腐蚀性能,使得产品具有良好抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物使。不锈钢护栏与太阳能光伏发电、太阳能真空管、真空集热板结合,使不锈钢护栏具有利绿色、清洁、太阳能造福人类,并且使寿命长、成本低,在减小甚至杜绝污染同时,大大能耗,具有节能。不锈钢构件产品主要有不锈钢护栏立柱、立柱件、隔断不锈钢支撑件和不锈钢扶件等。
高度选取时的主要考虑因素是密度和沿线地形。JTJ074-94中规定的有效高度取值范围在1.6~1.8m之间,这个取值范围的规定主要考虑了高度,以翻越为主要设计目标。经观察,如果人想进入高速公路,,其位置在1.2m以下。友不这么认为。有网友跟帖表示(安装隔离护栏是)为了让你们有秩序,为了让你们方便,友表示目前的道路交通规划和基础设施条件,全民文明素质和人口基数决定着在相当一段时间内,必须安装护栏。,,也都安装隔离设施的。
 不锈钢复合管护栏2镀锌波形护栏精心打造")
 不锈钢复合管护栏2镀锌波形护栏精心打造")
 不锈钢复合管护栏2镀锌波形护栏精心打造")
腾昊金属制品有限公司设备,精益制造。公司完成了【镀锌喷塑防撞栏、】产业化生产基地战略布局,现拥有总规模达10万平方米的生产基地,目前是全国生产能力强、规格高的【镀锌喷塑防撞栏、】生产基地之一。
 不锈钢复合管护栏2镀锌波形护栏精心打造")
 不锈钢复合管护栏2镀锌波形护栏精心打造")
因为复合层和底层之间不易熔焊在一起,所以在组对前,首要进行封焊。封焊应选用热输入量小的焊接办法,所以,关于封焊,咱们仍果用手艺钨极氩弧焊。关于过渡层,其熔敷金属成分十分杂乱,为了使合金浓度梯度不太大,应挑选热输入稍大一些的焊接办法,则咱们选用焊条电弧焊进行焊接。因为底层原料为碳钢,是一种常见的原料,焊接工艺十分老练,所以关于底层的焊接选用焊接电弧焊,以焊接施工功率。复层的焊接打底层选用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接要求高的工序,焊工有必要具有过硬的技术水平和高度的责任感。焊前有必要对管子内部、焊缝反面充99.99%的一段时间用气体氧含量仪从坡口空隙深化抽取气体丈量管子内部氧含量,当氧含量低于50ppm时开端为了确保底层焊接,选用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平坦。选用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行查看,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺点存在,或X射线查看后,方可进行下道主序焊接。过渡层的焊接过渡层是复合管熔敷合金成分为杂乱的焊层,假如焊接参数选用不妥,简单形成熔敷合金浓度梯度过大,然后影响接头的防腐蚀功能接。焊接时选用焊条选用A302,为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。
 不锈钢复合管护栏2镀锌波形护栏精心打造")
 不锈钢复合管护栏2镀锌波形护栏精心打造")
 不锈钢复合管护栏2镀锌波形护栏精心打造")




 扫一扫
扫一扫